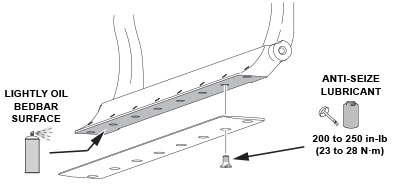
Figure 1.
IMPORTANT : N’utilisez pas de clé à chocs pour serrer les vis de contre-lame
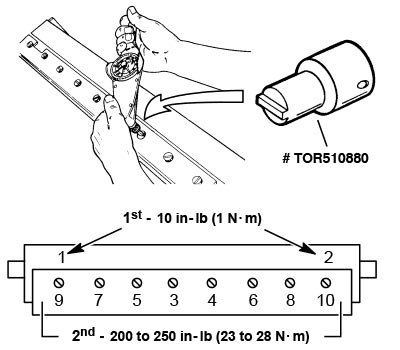
Figure 2.
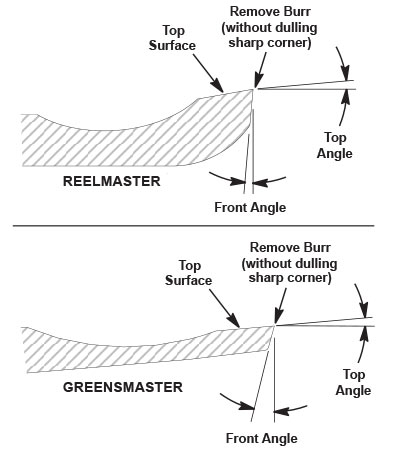
Figure 3.
La surface de montage de la barre d'appui pouvant varier, il est nécessaire de meuler la contre-lame après l’avoir installée sur la barre d'appui. Respectez les spécifications de meulage de la contre-lame fournies. Tableau de référence des contre-lames (Voir Fig. 3)
Lorsque vous meulez la contre-lame, enlevez juste assez de matériau pour faire en sorte que la surface supérieure de la contre-lame soit plane. Prenez soin de ne pas surchauffer la contre-lame. Retirez de petites quantités de matériau à chaque passage de la meuleuse. En outre, nettoyez et décrassez fréquemment la pierre de meulage pendant le meulage.
Reportez-vous au Livre de formation à l'entretien général Toro, Les bases de la tondeuse à cylindres (réf. 09168SL) et aux instructions du fabricant de la meuleuse pour de plus amples informations sur le meulage des contre-lames.
REMARQUE : Les contre-lames EdgeMax® sont extrêmement dures. Il est recommandé d'utiliser une meule diamantée pour éviter toute surchauffe ou tout endommagement du bord de la contre-lame lors du meulage.
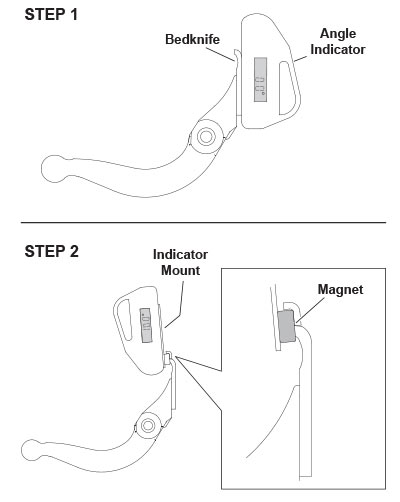
Figure 4.
L’angle de meulage supérieur des contre-lames jouant un rôle essentiel pour la résistance du fil de lame et donc pour l’esthétique après la tonte, Toro a mis au point des outils d’entretien spéciaux qui permettent de mesurer précisément l’angle de meulage supérieur sur toutes les contre-lames (Outils spéciaux Toro 131-6828 et 131-6829). (Voir Fig. 4)
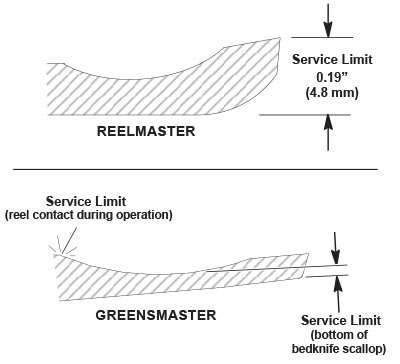
Figure 5.
IMPORTANT : Ne meulez pas la contre-lame en dessous de sa limite de service. Si vous utilisez le plateau de coupe alors que la contre-lame est en-dessous de la « limite de service », la finition pourra en souffrir et l'intégrité structurelle de la contre-lame aux impacts sera réduite. (Voir Fig. 5)
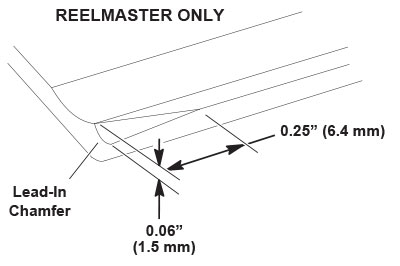
Figure 6.
Un chanfrein est meulé sur toutes les nouvelles contre-lames Reelmaster. Le chanfrein d’origine devrait durer les premiers 40 % de la durée de vie de la contre-lame. Contrôlez le chanfrein et remeulez-le au besoin. (Voir Fig. 6)
Réglez toujours le plateau de coupe après avoir meulé le cylindre et/ou la contre-lame ; voir le Manuel de l'utilisateur du plateau de coupe. Pour préserver l’affûtage du cylindre et de la contre-lame plus longtemps et ainsi prolonger les performances du plateau de coupe, il peut être nécessaire de procéder à un autre réglage après les premières minutes de fonctionnement, alors que le cylindre et la contre-lame s'adaptent l'un à l'autre.
Assurez-vous que tous les composants du plateau de coupe sont en bon état. Selon le type de meuleuse utilisé, les composants défectueux du plateau de coupe peuvent affecter les résultats du meulage. Avant de rectifier le cylindre, vérifiez que les roulements de cylindre sont en bon état et sont bien réglés. Assurez-vous que le châssis de l'unité de coupe et les supports de rouleau sont droits et n'ont pas été tordus ni abîmés.
Déposez l'ensemble barre d'appui/contre-lame.
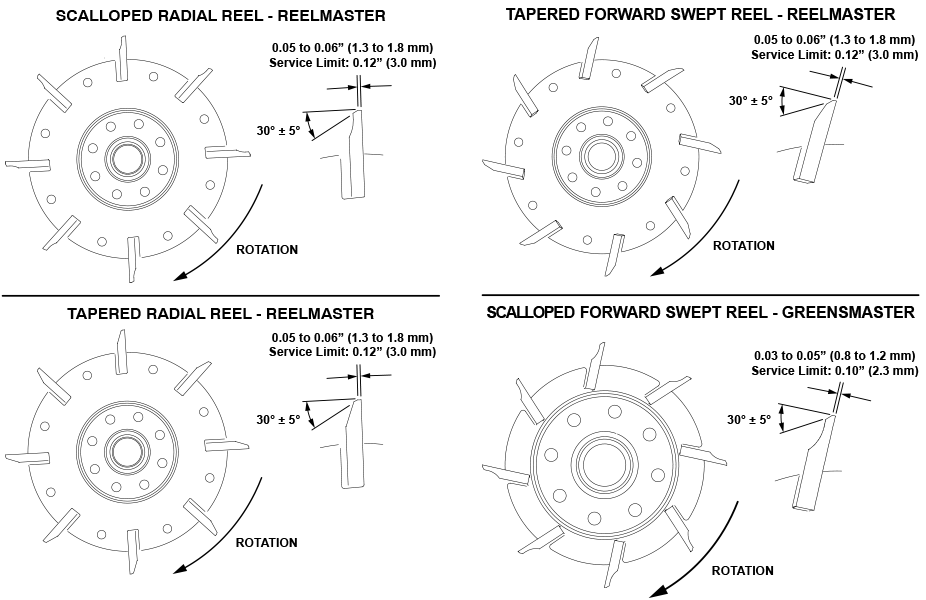
Figure 7.
Identifiez le type de cylindre pour faire en sorte que le meulage soit correctement effectué. Quatre (4) types de cylindres différents sont utilisés sur les produits Toro. Les cylindres sont définis en fonction du type de relief des lames (crantées ou effilées) et du positionnement des lames (radiales ou orientées vers l’avant)(Voir Fig. 7)
REMARQUE : Les machines Greensmaster utilisent exclusivement des cylindres crantés orientés vers l'avant.
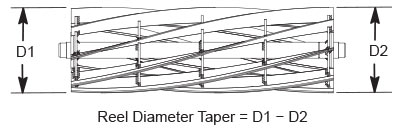
Figure 8.
Servez-vous d'un ruban à mesurer le diamètre/la circonférence (outil spécial Toro TOR6023) pour mesurer la conicité du diamètre du cylindre. (Voir Fig. 8)
IMPORTANT : Ne surchauffez pas les lames du cylindre pendant le meulage. Retirez de petites quantités de matériau à chaque passage de la meuleuse.
Rectifiez les lames du cylindre jusqu’à la largeur minimum de la facette si la largeur de la facette de la lame de cylindre dépasse la limite de service. Toro préconise un angle de dépouille de 30 degrés sur chaque lame de cylindre. Vous pouvez varier l’angle de dépouille de 5 degrés maximum dans l’un ou l’autre sens. Avec un angle de dépouille plus important, vous devrez meuler le cylindre moins souvent car la largeur de la facette augmentera à un rythme plus lent à mesure que le cylindre s’use. Malheureusement, un angle de dépouille plus important peut rendre les lames de cylindre plus susceptibles d'être endommagées en cas d'impact. Avec un angle de dépouille plus petit, il vous faudra peut-être meuler le cylindre plus souvent pour conserver la largeur de la facette. Un angle de dépouille plus petit rendra la lame plus résistante en cas d'impact.
Affûtez le cylindre afin de restaurer sa forme cylindrique et d'obtenir la largeur de facette spécifiée après rectification.
Suivez les instructions du fabricant de la meuleuse afin de meuler le cylindre de coupe conformément aux spécifications de Toro. Tableau de référence des cylindres. Vous trouverez également des informations sur le meulage des cylindres dans votre Manuel de l'utilisateur du plateau de coupe et dans le Livre de formation de base Toro, Les bases de la tondeuse à cylindres (réf. 09168SL) qui fait partie du Set de référence pour l’entretien disponible auprès de votre distributeur Toro agréé.
Après avoir meulé le cylindre et/ou la contre-lame, réglez le plateau de coupe (voir le Manuel de l'utilisateur du plateau de coupe ). Contrôlez à nouveau le contact cylindre/contre-lame après avoir tondu deux (2) fairways. Pendant cette période d’utilisation initiale, les bavures éventuelles auront été éliminées du cylindre et de la contre-lame, ce qui peut affecter le jeu entre le cylindre et la contre-lame et accélérer l'usure. Prendre l'habitude de re-vérifier le contact cylindre/contre-lame après le meulage prolongera l'affûtage du cylindre et de la contre-lame.